在丙纶纺粘无纺布后处理联合机中,无纺布首先经过扩散风道牵伸,然后在铺网机上成网以后,用预压辊进行第一次成型,再用热轧机进行第二次成型,第二次成型热轧机可以根据用户的要求轧出不同的花纹,来满足市场的需要,第二次成型的无纺布再通过几道扩幅辊,冷却辊,张力辊等等,最后用收卷机收卷,如图(一)所示。收卷效果的好坏,往往处决于热轧机和收卷机之间的张力的恒定,张力控制的稳定,收卷的效果肯定令人满意。
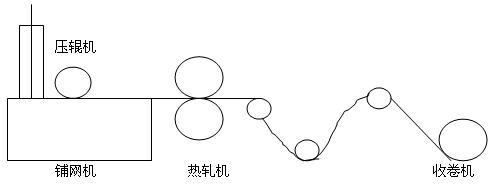
图(一)丙纶纺粘无纺布后处理联合机示意图 在传统的张力控制方案中,一般都是使用张力控制器,把张力传感器接到张力控器上,作为张力反馈;在张力控制器上设定工艺所需要的张力,作为张力给定;然后张力控制器把给定的张力和反馈过来的张力进行PID运算,最后输出模拟量信号给变频器作为主令信号去驱动负载。在这种张力控制系统中,不但张力控制器要求相当高,而且对变频器的要求也很高,变频器不仅要有很快的响应时间,还要对模拟量有很好调节的滤波时间。因此控制成本不但偏高,而且在现场调试时很不方便,所以提出一种用艾默生TD3300变频器来取代张力控制器对此进行张力控制的方案。 根据供应商的介绍,艾默生TD3300变频器做张力控制方案时比较常见而成熟的有两种选择方式:一是开环张力控制转矩模式;二是闭环张力控制速度模式。开环张力控制模式不需要张力反馈,系统配置少,但张力控制精度略低,加减速时张力控制效果没有稳速时好。闭环张力控制模式需要张力反馈,但在整个加减速及稳速运行中都能够保持张力恒定。鉴于此,我们决定采用TD3300张力控制变频器的闭环张力控制模式。 选择TD3300变频器闭环张力控制速度模式时,TD3300变频器参数中必须先择F3.06=1。大家都知道TD3300系列的变频器有三个模拟量输入端子,且每个端子都有各自独立的滤波时间,同时还可以通过功能码设置端子接收的信号类型(电压,电流等)。在本方案中,张力传感器检测出来的实际张力信号,接在一个张力显示表上,张力表可以把传感器信号转换成不同类型的模拟量信号(0-5V,0-10V,±10V等),然后送给变频器作为张力反馈信号。其连接形式如图(二)所示。
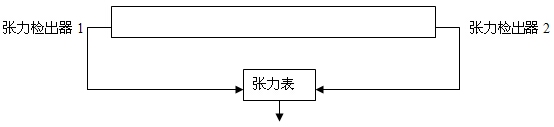
图(二)张力反馈示意图 假定收卷机实际运行的频率设为F,实际的运行中F=F1+ FPID,F1:为同步频率,在此方案中来源于热轧机变频器的模拟量输出,经过机械传动比,前后压辊,卷筒等参数计算后作为同步频率;FPID是变频器经过PID运算后得到的计算频率。而在TD3300变频器进行PID运算时必须得保证有两个条件,即张力反馈和张力给定。把热轧机变频器输出接过来的同步频率接在TD3300模拟量端口AI1,把从张力表接过来的模拟量接在TD3300模拟量端口AI2作为张力反馈。而张力给定有不同的方式:可以由面板F8.02直接给定,可以用Profibus数字量通讯给定,还可以用模拟电位器AI3手动给定。在不同的工艺要求下,设置不同的张力给定值。而系统的实际张力值通过张力传感器后可以直接显示在张力表上,供工艺人员监测。其具体连接如图(三)所示。
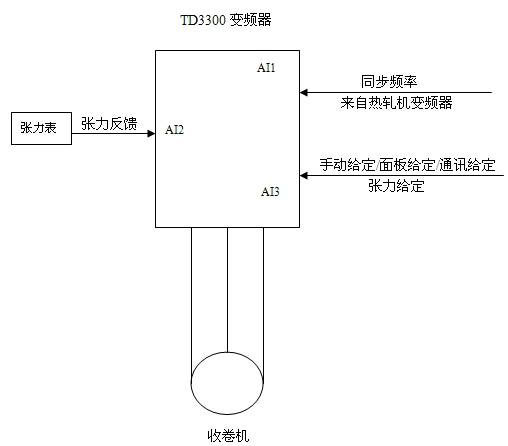
图(三)电气传动系统配置示意图 (此图需要改进,可以考虑包括前级EV2000变频器) AI1,AI2,AI3都有相对应的功能码来进行选择,分别是F6.00,F6.01和F6.02,而且还有相对应调节滤波时间的功能码F6,03,F6,04和F6,05。 同步频率:AI1可以用FC组参数来确定,FC组参数确定它的线速度类型和最大线速度,这样一旦标定好,热轧机和收卷机基本上是同步的,为以后的PID运算垫下了基础(FC0.00线速度输入选择,FC0.03最大线速度输入等等)。 张力反馈:AI2可以用F7组参数来确定反馈量通道的选择(F7.02为反馈量的选择); 张力给定:AI3可以用F8组参数来确定给定量是手动给定,面板给定,模拟电位器给定,还是Profibus数字量通讯给定(F8.00为卷取模式,F8.01张力选择,F8.02张力数字给定,F8.03最大张力等等)。具体详细操作见TD3300操作说明书 丙纶纺粘无纺布后处理联合机中收卷机采用艾默生TD3300变频器的方案中,现场配置简洁,工作稳定,调试方便。实际的收卷效果非常理想,端面整齐,张力稳定。正是基于变频器TD330的张力控制特点,加上其完善的功能、高可靠性和优秀的性能价格比,满足了用户的要求。(
自动化网武侯整理)



评论排行