摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机上的成功应用。整个电控系统主要采用MODBUS协议构建整体总线控制系统。经过用户一年多的使用,效果理想。
关键词:台达EASY PLC LINK 变频器 人机界面 大幅面多色印刷机
1 引言 XJ4142大全张四色胶印机是河南新机股份有限公司自行研发的光、机、电、气一体化产品,在国内大幅面胶印机领域处于领先地位。机器按功能划分为四个组成部分:输纸机组;主传动系统;四个颜色印刷机组、收纸机组。机器的工艺流程是:裁切好的纸张由输纸机输送到第一色印刷机组,先经过规矩定位后再依次通过四个印刷机组的印刷,最后传到收纸机,把印刷完的纸张收集整齐。 机器全长十二米,分布配置十二个操作面板。机器全套包括:两个纸台升降电机;两个吸纸风泵;一个油泵;一个喷粉泵;一个空压机;四个出水辊电机和一个主电机;电磁阀和电磁铁二十二个。机器上还有大量的用于监控的光电开关和用于安全保护的限位开关。这些电器件主要分布在机器的传动侧和操作侧分布安装。由于电器件不集中,如果只采用一个电柜安装一个PLC组成控制系统,那么机器离电柜较远的那部分到电柜的连接线会很多且距离长。
2 台达EH系列PLC通讯功能构建的新型控制系统 2.1 方案设计 根据以上对新机XJ4142胶印机和台达EH系列PLC功能的分析,我们与中达电通公司合作,提出了一种采用两个EH系列PLC分别作为主站和从站,把台达文本显示器、人机界面及四个B型变频器与PLC通过通讯口连接在一起,构建成新型电控系统。 台达EH系列PLC采用双处理器芯片设计架构,运算处理速度非常快。它除了两个内置的串联通讯口(COM1:RS-232,COM2:RS-485)外,还可以扩展一个通讯口COM3。在指令的处理速度方面接近国外的高档PLC,而内置通讯口比国外品牌多。台达DVP—PLC专门对RS-485通讯口开发了多种MODBUS串联通讯便利指令,其中台达EH系列PLC具有EASY LINK功能,可以在台达PLC、变频器之间进行组网控制。 2.2系统的特点 (1)主电机为全机各个部分提供传动动力,要求低速能满负荷启动,机器印刷时要求速度可以调节并且速度稳定性要好,所以选用台达V系列高性能磁束矢量控制变频器。 (2)胶印机在纸张上印刷时需要先给印版上水和上墨,版面上的水量在印刷时需要经常调节,所以选用四个台达B系列变频器来控制四个印刷机组的出水辊电机的速度。 (3)本机设有一个主控制台电箱和一个主电柜,主控制台电控箱在输纸机的操作侧,主电柜在传动侧;其中主站PLC在主控制台电箱里,从站PLC在主电柜里。主站PLC主要用于输纸机和一二色印刷机组的信号采集及处理。从站PLC主要用于主电机变频器控制、三四色印刷机组和收纸机的信号采集及处理。主站PLC和从站PLC通过RS-485通讯线连接。主控制台电箱里还有一二色印刷机组的出水辊变频器,主电柜里有主电机变频器和三四色印刷机组的出水辊变频器。一二色出水辊变频器和主站PLC采用RS-485通讯线连接和控制。三四色出水辊变频器和主站PLC采用RS-485通讯线连接和控制。这样四个印刷机组的出水辊变频器和从站PLC都作为从站和主站PLC就组成了RS-485通讯网络。利用台达PLC的EASY LINK功能可以实行1:N控制。主电机变频器从安全可靠方面考虑仍采用I/O控制,参见图1。

图1 电控柜 (4)显示采用台达TP04文本显示器和DOP-AE10THTD人机界面,文本显示器在主控制台上,主要显示和调节机器速度,显示印刷计数,机器运行状态监示和故障指示。人机界面在机器最后边的看样台上。除了有文本显示器显示的内容外,还可以对机器进行操作,四个印刷机组的水量可以在这里集中显示和调节,还可以对四个机组的印版进行套准显示和调节。文本显示器和主站PLC的COM1口采用RS-232通讯,人机界面和主站PLC的扩展通讯口COM3采用RS-485通讯,主画面设计参见图2。

图2 人机界面 3 控制系统结构 3.1硬件系统构架
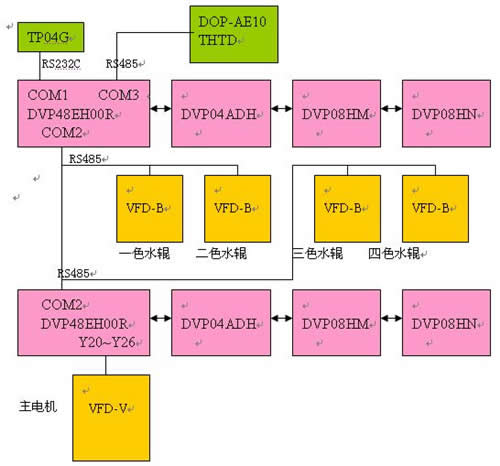
3.2 通讯控制软件构架 利用PLC EASY LINK编程实现1:N主从通讯控制软件构架:
| 主站PLC | 设置对应四个水辊变频器的读取通讯地址、写入通讯地址,读取笔数、写入笔数;设置对应从站PLC的读取通讯地址、写入通讯地址,读取笔数、写入笔数。 |
| 设置主站站号,从站起始站号,设置通讯协议并置位通讯协议保持,设置通讯超时异常时间。设定PLC LINK 为自动模式,并启动PLC LINK。 |
| 四个水辊变频器输出频率数据的实时读出,并数据处理。四个水辊变频器运行频率数据和运行/停止控制字的实时设定。 |
| 通过规定的PLC LINK读出写入数据区,对从站PLC数据读出;对用于从站PLC控制的数据进行写入。 |
| 根据印刷机的工艺要求编写的其他逻辑和数据处理部分程序。 |
| 从站PLC | 设置从站PLC的站号,设置通讯协议并置位通讯协议保持,设置通讯超时异常时间。 |
| 通过与主站PLC对应的读出写入数据区,对主站PLC的数据进行读出,并向主站PLC写入有关的数据。 |
| 根据印刷机的工艺要求编写的其他逻辑和数据处理部分程序。 |
4 技术参数设计 4.1 变频器参数设计 水辊变频器参数;设定频率和运行控制来源为通讯RS485输入,设定通讯站号,通讯传送速度,通讯资料格式。变频器里设置的通讯传送速度、通讯格式必须与主站PLC里程序设定的通讯传送速度、通讯格式相同。 4.2 工艺参数设计 工艺参数人机界面设定;人机部分主要实现人参与控制系统的途径。它主要包括:显示部分、设定部分、操作部分、历史故障部分;其中设定主要是主机速度设定、四色机组水量设定、四色机组印版套准定位。
5 调试总结 变频器里设置的通讯传送速度、通讯格式必须与主站PLC里程序设定的通讯传送速度、通讯格式相同。 台达PLC LINK设置为自动模式并启动后,主站就开始侦测所有连接的从站共有几台。为了提高通讯连接的可靠性,在主站PLC的程序里加入一段延时程序,等整个系统上电稳定后,再启动PLC LINK。 当个别从站工作不正常时,为了检查这些从站是否与主站PLC通讯连接成功,可以用电脑连上主站PLC,在台达PLC编程软件里采用“装置监控”命令,分别监视各从站是否有LINK连接的标志寄存器。
6 结束语 目前该类型机器已生产了二十多台,经过多家用户的使用,证明该电控系统是稳定可靠的。由RS485通讯组成的网络电控系统实现了大型机器的电器分散控制,大大减少了各部分之间的连接线。该系统采用两个小型机PLC组合替代大型机,大大减低了系统的成本。该系统具有结构简单,操作方便,界面美观,稳定可靠,成本低,维修方便。
参考文献[1]胶印机的使用与调节.冯昌伦. 印刷工业出版社, 2002[2]VFD-B型变频器使用手册.中达电通股份有限公司, 2003[3]VFD-V型变频器使用手册.中达电通股份有限公司,2003[4]DOPA系列人机界面应用技术手册.中达电通股份有限公司, 2003[5]DVP-PLC应用手册程序篇.中达电通股份有限公司, 2003(
自动化网竹逸编辑)



评论排行