一 工艺简介 染缸系统用于为布料着色,通过调节温度,压力,和颜料的流量形成一定的工艺条件,在相对稳定水位、压力、温度条件下对布料进行染色。系统属于全电脑控制,对各个控制量均实现闭环控制,根据反馈实时调节补偿,以达到稳定的控制效果。 用户对于每种染色工艺的要求不同,要求程序按照功能进行模块式划分,可以根据需求在上位机中灵活调用,组成一个工艺方案。
二.电气技术方案2.1 系统组成 根据客户需求,结合当前工控技术的最新技术和产品,设计采用的电气技术方案如下。 上位机采用工业平板PC机。PC机与PLC以RS232方式通信,上位机开发平台采用Wonderware Intouch 9.5版组态软件,可实现对整机运行工作情况的监控和历史纪录数据的保存。 在可编程控制器(PLC)方面,选择业内领先的艾默生PLC作为核心控制器,采用MODBUS通讯协议,与艾默生变频器通过RS485总线通讯控制方式实现传动控制,并可与流量传感器通讯。根据系统要求,这些PLC分配在三个控制箱中。主控制箱中1台PLC配置为MODBUS主站,由主站对全部从站PLC、变频器、流量传感器进行监控;上位机通过主站来进行系统监控。 变频器选型采用艾默生TD3000系列和SK系列产品。 TD3000系列变频器是高品质、多功能、低噪音的矢量控制通用变频器;SK系列变频器具有体积小巧、操作简便、功能实用、宽输出频率和低噪音等优点。 文本显示器采用无锡汇联SLIAN文本显示操作屏。
2.2 电气系统结构图 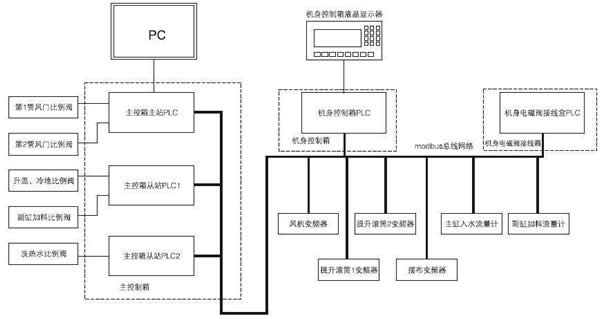
图中粗黑线表示的是MODBUS总线。
电气系统结构图说明 1、PC作为系统的上位机通过串口与主控制箱的PLC主站模块的通讯口0连接,采用RS232通讯实现对PLC数据的采集和控制。 2、系统主干通讯网络采用MODBUS协议。 3、系统分为三个控制箱:主控制箱、机身控制箱、机身电磁阀接线盒。系统需要配5个PLC主模块,以MODBUS总线协议进行通讯。主控制箱内有3个PLC主模块,其中第1个主模块配置为MODBUS主站。机身控制箱和机身电磁阀接线盒分别各配置1个PLC主模块。 4、主控制箱的主站PLC采用EC20-2012BTA主模块(晶体管输出),扩展了2个EC20-4PT模块(温度测量)、2个EC20-4AD模块(4-20mA模拟量测量);主控制箱的从站PLC采用2个EC20-2012BTA主模块(晶体管输出)。 5、机身控制箱从站PLC采用EC20-2012BRA主模块(继电器输出),扩展了1个EC20-4AD模块(0-10VDC模拟量测量)。控制箱应留出未来扩展的空间,以便将来增加扩展模块。该控制箱上安装1个无锡汇联SLIAN的文本显示屏,通讯线与PLC的通讯口0连接(RS-232)。 6、机身电磁阀接线盒从站PLC采用EC20-3232BRA主模块(继电器输出)。 7、5个比例阀分别由主控制箱的3个PLC主模块进行控制。每个PLC主模块可控制2个比例阀。 8、4台变频器和2个流量计都作为MODBUS从站,由主控制箱主站PLC进行监控。
2.3工作原理说明 人机交互通过PC实现,PC可以实时监控整个系统的工作运行状态、动作过程及故障报警、实时曲线描绘和保存历史数据等,同时可发送各种操作命令给PLC以控制系统的运行。 在主站PLC与PC、从站PLC、变频器和流量计仪表通讯方面,EC20 PLC充分利用自身的优势,由于EC20 PLC本身带有2个串行通信口(1个RS232口,集成自由协议/编程协议/MODBUS从站协议,1个RS232/485口,集成自由协议/MODBUS主站/从站协议),EC20 PLC利用COM0口和PC进行通信(EC20 PLC做从站,设置成MODBUS从站协议),利用COM1和多台从站PLC、变频器和流量计仪表组成网络进行集中控制(EC20 PLC的COM1设置成MODBUS主站协议)。 艾默生变频器自带RS485接口的通讯单元,用于实现PLC与多台变频器的联网。对变频器的所有控制都通过RS485通讯链路来完成,可省去变频器的外部起停控制线路。 5个比例阀控制器均由步进电机及放大器组成,由主站PLC及2个从站PLC通过高速脉冲输出口来进行控制。 流量计仪表具有MODBUS协议,可由主站PLC通过MODBUS网络访问和监控。另外,流量计具有脉冲计数和频率输出,可用于计量,作为备用方案。脉冲输出可以接入到EC20的高速输入通道。
三.PLC逻辑控制 此次编程采用顺序功能图(Sequential Function Chart),利用顺序功能图的过程划分和步骤间转换功能。可将程序段进行模块化自由组合。 由于顺序功能图编程具有直观和流程化的特点,分解后的每一步骤和每个转换条件都为相对简单的程序过程,在顺序控制领域应用比较广泛。
3.1 模块化的分解与实现 染布工艺经过长时间的积累,已经形成一套相对固定的工艺流程。但是随着布料种类、染料种类和印染要求的不同,会在原有流程上进行一定的增加、删减或者参数的改变,因此需要将整个印染工艺分解为若干个小模块以实现这一功能。 经过对印染工艺的了解,现将整体工艺拆分为如下功能块:
| 基本参数 | 进布料 | 染缸喷淋阀 | 染缸进水到设定位 | 从加料缸加料 |
| 喷射口温度 | 染缸循环 | 染缸排水 | 染缸降水到设定位 | 冷水冲洗染缸 |
| 检查盐含量 | 保持时间 | 清洁过滤 | 加料缸呼叫染液水 | 加料缸清洗管道 |
| 加料缸排放 | 出布料 | 加料直抽到完 | 加料缸呼叫干净水 | 经加料缸加盐 |
| 取样/加色 | 盐溶化 | 找接缝/取样 | 加料缸呼叫调色间 | 热水冲洗染缸 |
| 检查pH值 | | 等待加料完成 | 加料缸进水/加热 | 升/降温水洗染缸 |
模块功能的实现应用顺序功能图流程的概念。在一个关联且封闭的顺序流程中,每一时刻只有一个步骤在运行,且各流程间互不干扰。而工艺模块的划分也正是本着一个模块内的工艺顺序执行、各个模块间的工艺尽量独立这一原则。因此,一个模块对应一个流程即可。
3.2 自由式组合编程的实现 工艺要求能够自由的对功能模块进行顺序组合和重组,而PLC的程序是通过软件将PC中的内容写入到PLC固件中的,因此一经写入就不再可以更改,程序的执行完全按照预定流程。于是我们通过与上位机的配合,再结合顺序功能图的特点,来实现自由编程的,其原理如下图:
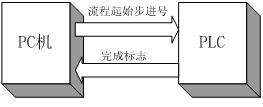
在上位机中对各个功能模块进行组合,通过组态软件将这些模块所对应的流程的起始步进号存储到一个配方列表中。上位机PC发送配方当前的步进号给PLC,PLC接收到后启动该步进对应的流程,并在流程的最后置位某固定的完成标志,发送给上位机。PC收到完成标志后,配方的步进号向下传递并再发送,如此实现自由组合编程。
四 小结 通过模块化的编程与PLC双通信口的功能,把一个中型机的功能在小型机上就轻易实现了,实现了染缸工艺要求的全部功能,并降低了客户的成本。(
自动化网竹逸编辑)



评论排行