知识|PLC的弹簧性能检测系统的设计(二)
上传时间:2012年3月12日 关键词:PLC、弹簧性能
在本检测装置中,PLC选用了SIEMENSS7—200系列PLC,它具有高速脉冲输出功能,能在输出端产生高速脉冲,用来驱动负载实现精确控制。高速脉冲输出有高速脉冲串输出PT0和脉宽调制PWM两种方式。PT0可以输出一串脉冲(占空比50%),可以控制脉冲的周期和个数。脉冲周期变化范围是10~65535us或2~65535ms,为16位无符号数据;脉冲个数用双字无符号数表示,取值范围是1~4294967295之间。PWM可以输出连续的、占空比可调的脉冲串,可以控制脉冲的周期和脉宽。脉冲周期与PTO相同,脉宽变化范围是0~65535us或0~65535ms。PT0/PWM输出不受PLC扫描周期的影响,这样可以满足系统精确定位的要求。 3.3控制方案设计 按数控系统的进给伺服系统有无位置测量反馈装置可分为开环数控系统和闭环数控系统。开环伺服系统无位置反馈,是数控系统中最简单的伺服系统,其驱动元件主要为功率步进电机。PLC发出的指令脉冲,通过驱动电路放大送到步进电机,电机输出轴转过一定的角度,再通过同步齿形带和丝杠螺母带动丝杠和弹簧座上下移动。步进电机轴转过的角度正比于指令脉冲的个数,旋转速度的大小正比于指令脉冲的频率。由于没有检测反馈装置,系统中各部分误差,如步进电机的步距误差、机械系统的误差等综合为系统的位置误差,所以精度较低,速度也受到步进电机性能的限制,低速不平稳,高速扭矩小。但开环系统结构简单,易于控制与调整,一般用于轻载、负载变化不大、精度要求不高的场合,在经济型数控机床和普通机床改造中使用较多。在解弹簧检测过程中,压缩尺寸精度误差要求为0.1mm,所以在伺服系统控制方式上采用开环方式控制。4系统软件设计 检测装置的软件部分,主要指测试装置的监控软件和下位机PLC控制站软件设计。上位机监控系统功能框图如图3所示。 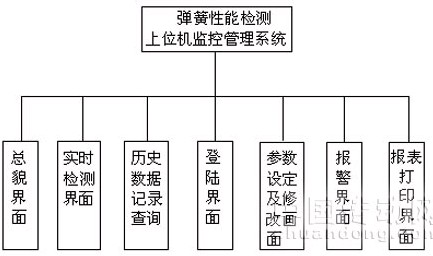
图3上位机监控系统功能框图
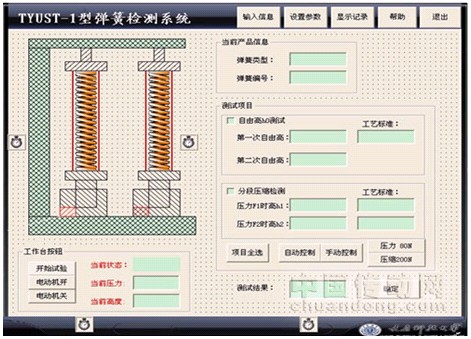
图4上位机主控制界面
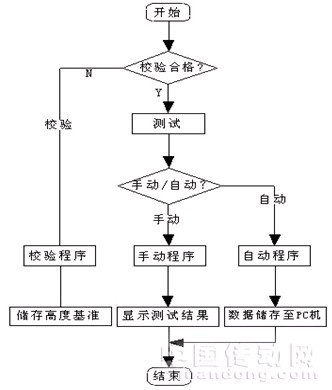
图5主程序流程图
1
2
我要收藏
点个赞吧
转发分享

微信"扫一扫",分享转发


推出物联网控制器(新一代PLC)智能控制方案|助力储能行业降本增效、提升能效30%")



评论排行