
基于台达机电技术的同步与张力传动控制解决方案
摘 要:本文针对台达机电关注的纺织、印染、造纸等重点行业中经典的同步控制、恒张力控制技术问题,结合台达机电产品自身的特点和优势设计了成熟、完善的同步控制和恒张力控制的方案,为长期困扰客户的核心技术难点提供成熟、稳定、完善的控制方案。不仅对方案本身的控制原理做非常详细的分析和阐述,同时结合成功的应用案例进行说明。关键词:同步传动 恒张力 中达机电 1 引言 在传统的电力拖动领域,同步控制、张力控制是非常经典的控制环节。同时因为控制对象、工艺要求及控制精度、效果的不同,存在相应的技术开发难点。同步控制广泛的应用于纺织、印染、造纸等行业,因为这样的控制要求,出现了例如中达同步控制器这样的产品。但随着客户对设备技术含量和成本的要求,简单的利用同步控制器来实现同步控制已越来越不能满足客户的要求,用人机、PLC、变频器、伺服、直流调速等产品来集成精度更高的同步控制和恒张力控制已经成为新的技术趋势。台达机电产品利用自身的特点及较高的性价比能够为客户提供成熟、完善的同步和张力控制的方案和系统。2传统同步控制及张力控制方案 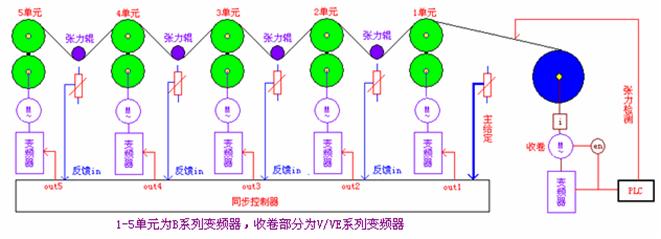
图1 多级同步与张力控制系统框图3 基于台达机电技术的张力传动控制解决方案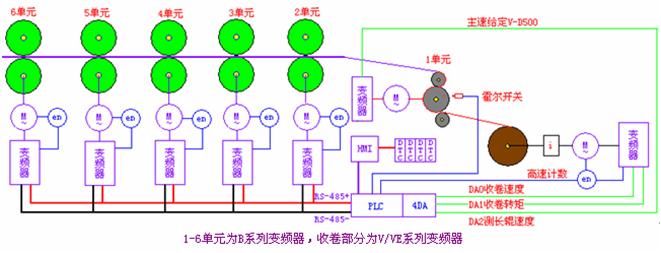
图2硬同步及开环张力闭环矢量控制方案
表1 台达机电自动化平台配置3.1 开环张力闭环矢量控制系统设计 硬同步及开环张力闭环矢量控制方案框图参见图2。系统配置参见表1。 为了克服由于负载的变化造成电机转差率变大,电机特性曲线偏软的缺点,在每个单元的电机后加编码器反馈,并将编码器信号接入变频器,形成闭环矢量控制。这样电机的特性曲线会比较硬,能够有效避免负载小变化时转速及转矩的下降。达到硬同步控制的效果。所有单元变频器的频率给定方式是通过RS485,这样不仅省略了同步控制器,同时有效避免了电气耦合对模拟量信号的干扰。系统运行更加的稳定而且成本也较低,控制效果也更好.3.2 控制算法设计 速度同样以1单元为主,在人机上设定的一般为线速度,要将线速度转换成相应的频率。由于1单元与2单元之间在机械方面的差异、传送介质的打滑等因素的存在,势必决定了1单元变频器与2单元变频器的运行频率不可能完全一致,存在一定的系数关系。同理2单元与3单元、3单元与4单元、4单元与5单元之间、5单元与6单元之间也存在不同的系数关系。依据如下的算法处理每两个单元之间的速度关系:Vn=Kdn*Vn-1+Kfn*Vn-1。整个控制的核心及编程思想参见图3。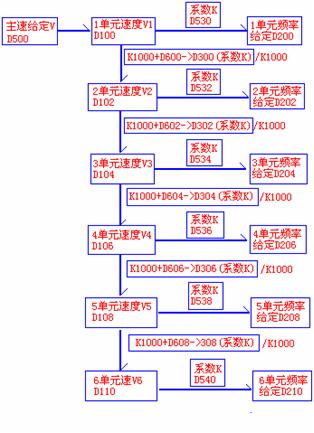
图3 控制核心及编程思想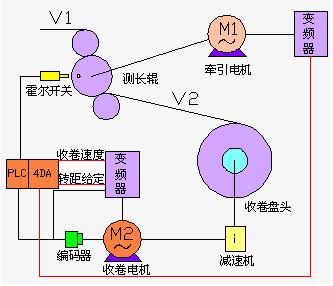
图4 张力控制系统4 基于台达机电技术的同步传动控制解决方案4.1高精度同步控制方案 对于同步要求精度非常高的场合,如喷涂、印刷、包装等设备上经常会遇到高精度的同步控制。这种场合由于精度非常高,因此普通的调速系统满足不了要求,可以选择台达伺服系统来实现。利用伺服驱动上提供的PG编码器分周比输出A、B、Z端子, OA、/OA、OB、/OB、OZ、/OZ即为分频脉冲输出端子。可以将该输出端子接到第二台伺服驱动的SIGN、/SIGN、PULSE、/PULSE输入端子。如果同步单元超过两个单元,则同理类推,可以将第二台伺服驱动的PG分周输出端子接到第三单元的脉冲输入端子。例如玻璃纤维折纸机、木地板抛光套色等同步传动应用案例。 4.2伺服追变频同步方案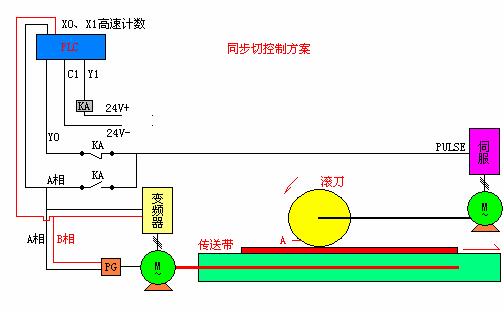
图5伺服追变频同步控制原理 5 案例图片5.1同步控制及张力控制成功案例
6 结束语 同步与张力控制是经典的传动自动化问题,在纺织、印染、造纸、印刷、线材等多机架连续物料生产制造领域有十分广泛的工程应用。进入变频器传动时代以来,结合PLC的同步与张力控制系统成为前沿电气传动自动化工程集成热点。高新性能的同步与张力传动控制系统正在带动着众多行业的技术进步。本文结合台达机电平台的技术特点,系统讨论了应用新技术为传统的传动自动化提供的解决方案和取得的工程技术业绩,有深远的技术推广价值。自动化网宋小白编辑
图1 多级同步与张力控制系统框图
图2硬同步及开环张力闭环矢量控制方案
| 名称 | 型号 | 个数 | 备注 |
| 人机 | DOP-57GSTD | 1 | 根据客户的具体要求 |
| PLC | EH系列 | 1 | 具体点数时情况而定 |
| DVP-04DA-H | 1 |
| |
| 变频器 | B系列*6、VE系列*1 |
| 视单元数和电机功率而定 |
| 编码器 |
| 6 | 视单元数和控制精度而定 |
| 温控 | DTC1000/DTC2000 |
| 是具体要求而定 |
| PG卡 | PG04 |
|
|
图3 控制核心及编程思想
图4 张力控制系统
图5伺服追变频同步控制原理
| (1)染浆联合机 | |
 |  |
| (2)7单元浆纱机 | (3)预缩机 |
 |  |
| (4)浆点涂层机 | (5)玻璃纤维折纸机 |
 |  |
我要收藏
点个赞吧
平台转发数:1次

微信"扫一扫",分享转发






评论排行