艾默生EC10系列PLC在双螺杆塑料挤出造粒机中的应用
The Application of Emerson EC10 plc in Co-rotating twin Screw pelletizng machine set
南京锐航科技有限公司 程志农
摘要:艾默生plc通过通讯口与加热仪表通讯,实现物料和挤压系统在成型加工中的温度控制,其它逻辑控制和模拟量实现整个系统的自动控制并提供友好的人机界面。
一、塑料挤出机工艺原理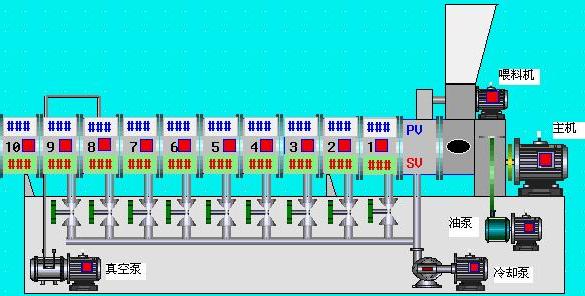
1、主机 一台挤出机主机由挤压、传动、加热冷却三部分系统组成。 挤压系统主要由螺杆和机桶组成,是挤出机的关键部分; 传动系统中起作用是驱动螺杆,要保证螺杆在工作过程中具备所需要的扭矩和转速; 加热冷却系统主要来保证物料和挤压系统在成型加工中的温度控制。
2.辅机 挤出设备的辅机的组成根据制品的种类而定。一般说来,辅机由剂透定型装置、冷却装置、牵引装置、切割装置以及制品的卷取或堆放装置等部分组成。
3.控制系统 挤出机的控制系统主要由电气、仪表和执行机构组成,其主要作用为: (1)控制主、辅机的拖动电机,满足工艺要求所需的转速和功率,并保证主、辅机能协调地运行。 (2)控制主、辅机的温度、压力、流量和制品的质量。 (3)实现整个机组的自动控制。
二、塑料挤出机的控制要点 1、多段机筒,分多个温区分别进行精确温度控制,可进行加热/冷却双向控制,控制精度±1℃,温度可显示和修改。 2、喂料机、主机可进行调速控制,并显示电流、转速等参数。 3、溶体压力可显示并进行超限报警。 4、系统状态实时监控,各种配方参数实时修改。 5、系统要有完善的保护,在出现过电流等异常情况时自动保护设备。 6、按工艺要求实现互锁和逻辑控制。
三、系统配置方案
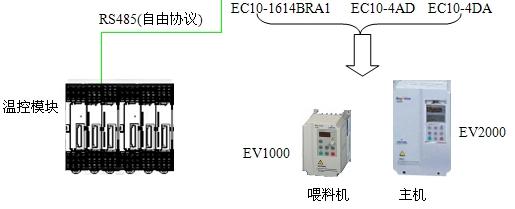
1、主PLC采用艾默生EC10-1614BRA1,集成两路12bit模拟量输入和一路12bit模拟量输出。另外扩展EC10-4AD模拟量输入模块和EC10-4DA模拟量输出模块,系统可提供16路开关量输入、14路开关量输出、6路模拟量输入、5路模拟量输出。 2、温度控制:温度控制由温控模块独立完成,内置加热/冷却双PID运算,并支持RS485串行通讯功能,与PLC的COM1通讯口连接,采用自由通讯协议进行数据交换,可读取各区实际温度、加热/冷却状态并在触摸屏上显示,并可在触摸屏上修改温度设定值、PID参数等。 3、调速控制:主机、喂料机选用艾默生EV2000/EV1000系列变频器进行调速控制,独特的磁通矢量控制技术,保证电机0.5HZ时180%的启动转矩,并保证转速精度在0.5%以内。可在触摸屏上任意修改转速,通过模拟量输出模块转换为0-10V模拟量信号给定至变频器,实现主机、喂料机的精确速度给定。同时变频器将电流、转速等参数通过模拟量输入模块反馈给主PLC,并在触摸屏上进行显示和进行超限报警保护控制。 4、溶压显示:压力传感器输出4-20mA模拟量信号,直接连接至PLC模拟量输入接口,转换成数字量后可显示压力值,并可在触摸屏上设定报警值进行超压报警。 5、人机对话界面:选用10.4寸真彩触摸屏,与PLC的COM0通讯口连接,采用MODBUS串行通讯协议进行数据交换,可实时显示系统运行状态,对系统设备进行控制操作,并可显示系统运行数据、报警内容、修改工艺配方等。 6、互锁和逻辑控制:EC10系列PLC程序容量可达12K步,指令处理速度0.3us,能够根据系统工艺要求编写程序实现完美的逻辑控制。
四、控制系统特点 1、内置两个串行通讯口,可同时与触摸屏以及其它外部设备进行通讯。 2、主PLC内置模拟量输入输出,性价比高。 3、系统最大可扩展至128路开关量和19路模拟量,扩展性好。 4、超大的数据容量,可存储多组配方参数及其它生产参数。
五、应用总结 南京某高聚物装备公司是专业从事双螺杆塑料挤出造粒设备研发、生产和销售的公司,其控制系统广泛采用艾默生EC10系列PLC,具有很高的性价比,且稳定可靠,深受客户的好评。(
自动化网武侯整理)














评论排行