基于PLC和组态软件的搅拌站控制系统
来源:网络 2012-07-05 关键词:自动化系统 自动控制 PLC 组态软件 1、引言 随着现代化城市建设的不断发展,基础建设,房地产业日益红火,对建设项目的质量要求也越来越高,而高质量的建材则是整个工程高质量的保障。那种传统的以工地自行生产混凝土的方式由于其质量难以保证,噪声及粉尘污染大。因而必将被自动控制的混凝土搅拌站取代。自动控制的混凝土搅拌站具有产品质量优良、生产效率高、环保性能好等特点,正在成为混凝土生产的主流。 本控制系统稳定、可靠。它可以按照设定的配方,自动、连续的控制各部分物料的计量、投料、搅拌和出料。同时本系统还有对数据进行浏览、查询、统计、打印等一系列治理功能。另外,通过除n取余震荡曲线法对落差进行自动修正,正确的控制了精度题目。 2、系统结构 2.1 硬件结构 控制系统采用上位机和下位机组成,系统硬件结构如图1所示。 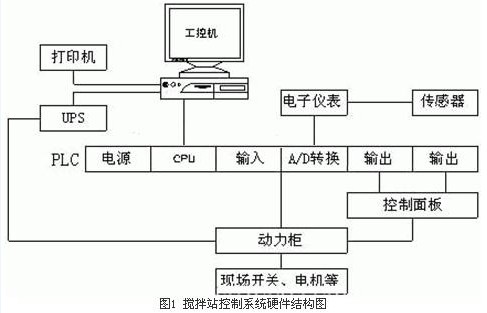

我要收藏
点个赞吧
平台转发数:1次

微信"扫一扫",分享转发
咨询详情:如需咨询文中涉及的相关产品或解决方案详情,请加微信:ZiDongHuaX 。
微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语


微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语


》")



评论排行