
Modbus RTU通讯协议在流浆箱控制系统中的应用
来源:网络 2012-07-02 关键词:Modbus RTU 通讯协议 流浆箱控制系统 1 引言 现场总线技术是当今自动化领域发展的热点之一,是实现工业控制网络化的重要技术。许多自动化公司都开发了多种现场总线技术标准,例如Profibus,LonWorks,Modbus等,Profibus,LonWorks总线功能强,可靠性高,但同时价格也比较昂贵,比较适用于大中型控制系统。而基于RS485接口的Modbus通讯协议较适用于小型控制系统或单机控制系统,为实现低成本,高性能的主从式计算机网络监控提供了可能。 Modbus协议是MODICON公司开发的开放式现场总线通信协议,它符合OSI标准协议集中数据链路层规定的高级数据链路控制协议,但做了简化处理。由于其功能比较完善而且使用简单,数据易于处理,协议开放,因而在各种智能设备中被广泛采用。 2 应用背景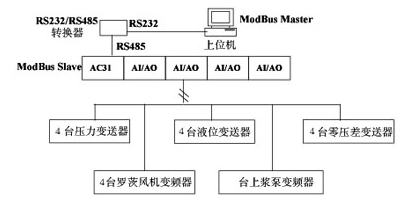

我要收藏
点个赞吧
平台转发数:1次

微信"扫一扫",分享转发
咨询详情:如需咨询文中涉及的相关产品或解决方案详情,请加微信:ZiDongHuaX 。
微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 解密英特尔酷睿处理器(系列1)



微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 解密英特尔酷睿处理器(系列1)




评论排行