
基于西门子PLC的煤气回收控制系统
来源:网络 2012-07-08 关键词:PLC 控制系统 自动控制 冗余控制 1 引言 焦炉煤气回收系统主要由煤气柜和减压站组成,在实现了焦炉煤气的回收再利用的同时,还对节能环保及稳定用户管网压力起到了重要作用。基于西门子plc的回收控制系统主要包括气柜的油泵控制、柜内压力控制、柜容控制、活塞速度控制、减压站的自动减压、工艺参数显示等功能。 2 硬件配置 2.1 控制站 气柜控制站选用siemens s7-400h plc冗余控制系统。包括两个414-4h cpu,2块冗余电源模板,2块冗余cp443网卡。正常运行时一台cpu(主)参与控制,另一台cpu(备)通过同步模块与之同步,当检测到主cpu、机架、电源、通讯等故障发生时,备cpu立即投入控制而不影响生产控制的连续性。 气柜控制站采用了远程i/o模式,根据i/o点的实际数量配置了2个et200m智能远程i/o站,远程智能i/o站与控制器采用冗余profibus总线通讯。减压控制站选用siemens s7-200 plc控制系统,并安装人机界面用于本地操作和设置相关参数。减压控制站使用em277与气柜控制站实现网络通讯,气柜控制站为系统主站。 2.2 系统网络 整个系统网络分为现场级、控制级、监控级三级,系统网络结构如图1。 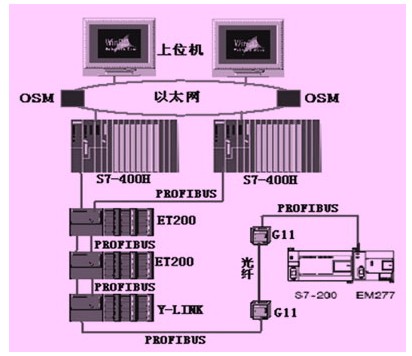
我要收藏
点个赞吧
平台转发数:1次

微信"扫一扫",分享转发
咨询详情:如需咨询文中涉及的相关产品或解决方案详情,请加微信:ZiDongHuaX 。
微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语


微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语







评论排行