
PLC位控单元在精密磨削控制中的应用
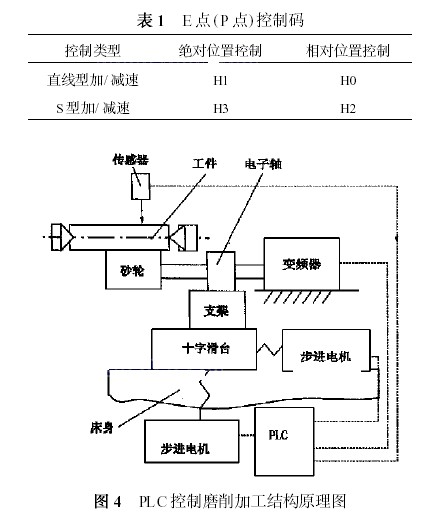
来源:网络 2012-07-17 关键词:PLC 自动化 自动控制 控制系统 精密加工技术发展很快,新的加工方法和设备层出不穷,计算机的广泛应用使精密加工技术更为普及和多样。实现精密和超精密切削加工有三种方法: (1) 采用和研制高精度加工设备;(2) 采用新的切削工具材料;(3) 利用加工与测量控制一体化技术。前两种方法成本较高,而后一种方法成本较低,具有广阔的前景。在后一种方法中,除了要保证刀具的精度、夹具的精度以及测量精度外,还有一项重要内容就是微进给机构的精度及其控制精度。笔者在控制精密磨削的研究中,利用步进电机带动滚珠丝杠作为进给机构,在滚珠丝杠确定后,步进电机的控制精度成为了主要矛盾. 1 步进电机的控制 步进电机在不失步的正常运行时,其转角严格地与控制脉冲的个数成正比,转速与控制脉冲的频率成正比。可以方便地实现正反转控制及调整和定位。由于步进电机和负载的惯性,它们不能正确地跟踪指令脉冲的启动和停止运动,指令脉冲使步进电机可能发生丢步或失步甚至无法运行。因此,必须实现步进电机的自动升降速功能。为了实现速度的变化,输入的位移脉冲指令相应地要升频、稳频、和降频这些脉冲序列,可以由脉冲源加专用逻辑电路来产生,也可以由微型计算机产生。对于脉冲源加逻辑电路构成的控制器来说,控制逻辑是固定的,即控制电路一经固定,其控制逻辑也就固定了。 如果要改变控制逻辑和控制方案,必须改变电路结构和元件参数,而使用计算机控制,不必改动硬件电路,只要修改程序,就可以改变控制方案。且可以从多种控制方案中,选取一种最佳方案进行控制和调节。也可以用同一套系统对不同控制方案的多台步进电机同时控制。利用计算机控制的形式也很多,本文介绍PLC位控单元对步进电机的控制. 2 PLC 系统组成及位控单元的工作原理 本研究所利用的PLC 系统的组成包括如下七大模块:电源,CPU ,位控单元, I/ O 单元,A/ D ,D/ A 单元,如图1 所示。其中位控单元的主功能是当步进电机(或伺服电机) 与电机驱动器联结时,输出脉冲序列控制电机的转速与转角。进给机构可以是2 轴型,也可以是4 轴型。本文采用的是前者,即滚珠丝杠的横向进给与纵向进给,如图2所示。 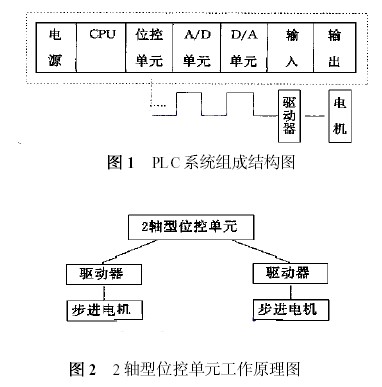
我要收藏
点个赞吧
平台转发数:1次

微信"扫一扫",分享转发
咨询详情:如需咨询文中涉及的相关产品或解决方案详情,请加微信:ZiDongHuaX 。
微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语


微信联盟:,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语




评论排行